
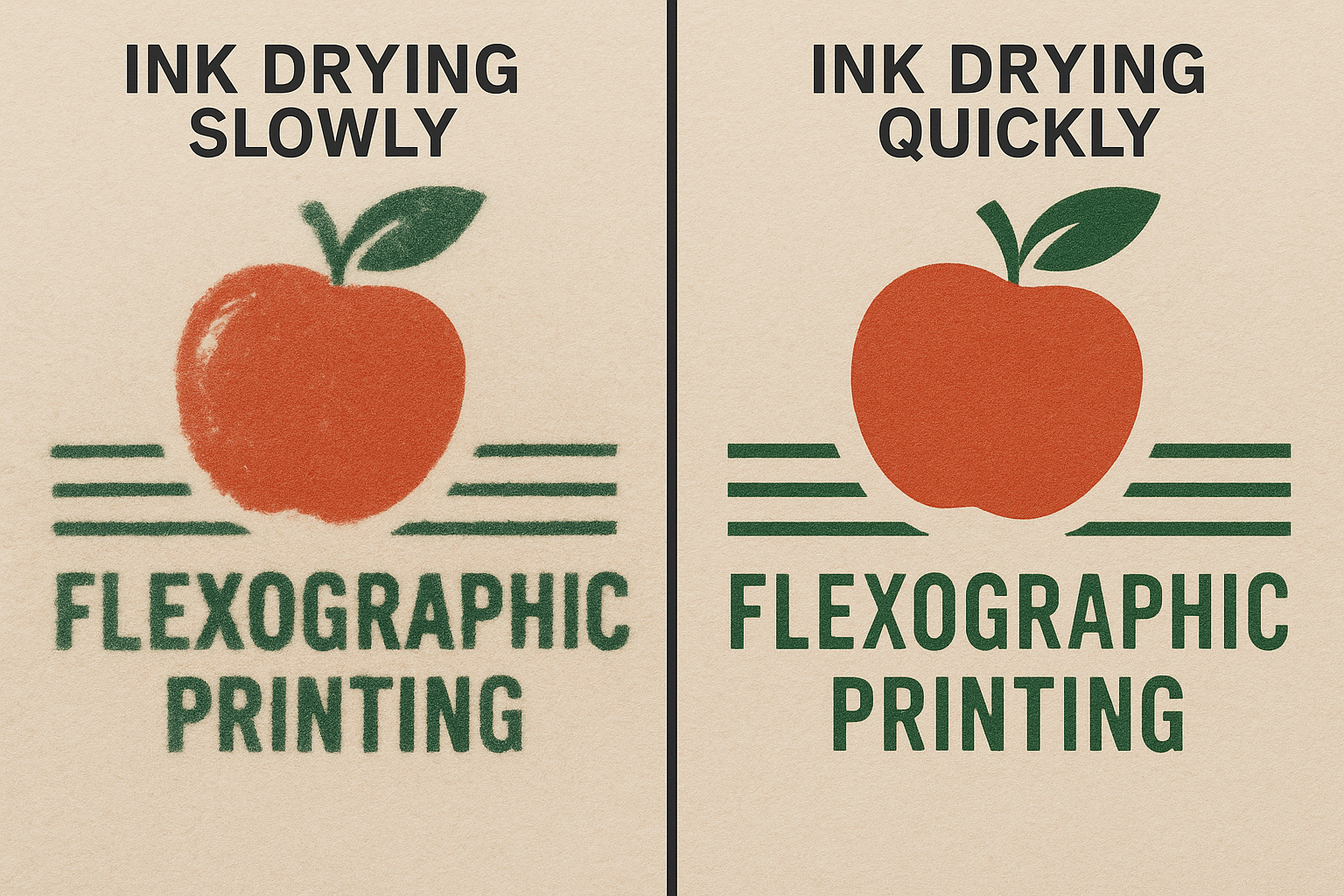
ఫ్లెక్సోగ్రాఫిక్ యంత్రాల ప్రక్రియలో, నెమ్మదిగా ఇంక్ ఎండబెట్టడం వలన స్మడ్జింగ్ ఏర్పడటం ప్రింటింగ్ కంపెనీలకు నిరంతర సవాలుగా ఉంది. ఇది ప్రింట్ నాణ్యతను ప్రభావితం చేస్తుంది మరియు వ్యర్థాలను పెంచుతుంది, అలాగే ఉత్పత్తి సామర్థ్యాన్ని తగ్గిస్తుంది మరియు డెలివరీ షెడ్యూల్లను కూడా ఆలస్యం చేస్తుంది. ఈ సమస్యను ఎలా సమర్థవంతంగా పరిష్కరించవచ్చు? స్మడ్జింగ్ను తొలగించడంలో మరియు స్థిరమైన, అధిక-సామర్థ్య ముద్రణ ఉత్పత్తిని సాధించడంలో మీకు సహాయపడటానికి ఇంక్ ఎంపిక, ప్రక్రియ ఆప్టిమైజేషన్, పరికరాల అప్గ్రేడ్లు మరియు పర్యావరణ నియంత్రణను కవర్ చేసే సమగ్ర పరిష్కారాన్ని మేము అందిస్తున్నాము.
ఫ్లెక్సోగ్రాఫిక్ యంత్రాల ప్రక్రియలో, నెమ్మదిగా ఇంక్ ఎండబెట్టడం వలన స్మడ్జింగ్ ఏర్పడటం ప్రింటింగ్ కంపెనీలకు నిరంతర సవాలుగా ఉంది. ఇది ప్రింట్ నాణ్యతను ప్రభావితం చేస్తుంది మరియు వ్యర్థాలను పెంచుతుంది, అలాగే ఉత్పత్తి సామర్థ్యాన్ని తగ్గిస్తుంది మరియు డెలివరీ షెడ్యూల్లను కూడా ఆలస్యం చేస్తుంది. ఈ సమస్యను ఎలా సమర్థవంతంగా పరిష్కరించవచ్చు? స్మడ్జింగ్ను తొలగించడంలో మరియు స్థిరమైన, అధిక-సామర్థ్య ముద్రణ ఉత్పత్తిని సాధించడంలో మీకు సహాయపడటానికి ఇంక్ ఎంపిక, ప్రక్రియ ఆప్టిమైజేషన్, పరికరాల అప్గ్రేడ్లు మరియు పర్యావరణ నియంత్రణను కవర్ చేసే సమగ్ర పరిష్కారాన్ని మేము అందిస్తున్నాము.
● ఇంక్ ఎంపిక & ఫార్ములా ఆప్టిమైజేషన్ – మూలం వద్ద ఎండబెట్టడం సమస్యలను పరిష్కరించడం
ఫ్లెక్సో ప్రింటింగ్ యంత్రాల కోసం, ఎండబెట్టడం సమస్యలను పరిష్కరించడానికి ఇంక్ ఎంపిక మరియు ఫార్ములేషన్ చాలా కీలకం. అధిక-అస్థిరత సూత్రీకరణలతో కూడిన ద్రావణి-ఆధారిత సిరాలు లేదా ఎండబెట్టడం యాక్సిలరేటర్లతో కూడిన నీటి ఆధారిత సిరాలు వంటి వేగంగా ఆరే సిరాలను మేము సిఫార్సు చేస్తున్నాము. గరిష్ట ఎండబెట్టడం వేగం కోసం, అతినీలలోహిత క్యూరింగ్ వ్యవస్థలతో జత చేసిన UV సిరాలు ఉత్తమ ఎంపిక. ఇథనాల్ లేదా ఇథైల్ అసిటేట్ కంటెంట్ను పెంచడం వంటి ద్రావణి నిష్పత్తులను సర్దుబాటు చేయడం వల్ల ఇంక్ స్థిరత్వాన్ని కొనసాగిస్తూ ఎండబెట్టడం పనితీరు మెరుగుపడుతుంది. అదనంగా, సరైన ఎండబెట్టడం సంకలనాలను ఎంచుకోవడం (ఉదా., ఆక్సీకరణ ఎండబెట్టడం ఇంక్ల కోసం కోబాల్ట్/మాంగనీస్ డ్రైయర్లు లేదా శోషక ఉపరితలాల కోసం ప్రత్యేకమైన పెనెట్రాంట్లు) సరైన ఫలితాలను నిర్ధారిస్తుంది.
● డ్రైయింగ్ సిస్టమ్ అప్గ్రేడ్లు – సామర్థ్యాన్ని పెంచడం
ఫ్లెక్సో ప్రింటింగ్ మెషీన్లో డ్రైయింగ్ సిస్టమ్ల పనితీరు నేరుగా ఫలితాలను ప్రభావితం చేస్తుంది. సరైన ఉష్ణోగ్రత సెట్టింగ్లు (సాల్వెంట్ ఇంక్లకు 50–80°C, నీటి ఆధారిత ఇంక్లకు కొంచెం తక్కువ) మరియు అడ్డంకులు లేని వాయు ప్రవాహాన్ని నిర్ధారించడానికి డ్రైయర్లను క్రమం తప్పకుండా తనిఖీ చేయండి. డిమాండ్ ఉన్న అప్లికేషన్ల కోసం, స్థానికీకరించిన సామర్థ్యం కోసం ఇన్ఫ్రారెడ్ డ్రైయింగ్కు లేదా తక్షణ డ్రైయింగ్ కోసం UV క్యూరింగ్కు అప్గ్రేడ్ చేయండి. కోల్డ్-ఎయిర్ డ్రైయింగ్ యూనిట్లు సిరా తిరిగి తడి చేయకుండా నిరోధించడానికి శోషించని ఫిల్మ్లకు ప్రత్యేకంగా ఉపయోగపడతాయి.


● ప్రింటింగ్ ప్రాసెస్ ఆప్టిమైజేషన్ – ఉత్పత్తి పారామితులను సర్దుబాటు చేయడం
ఫ్లెక్సోగ్రాఫిక్ ప్రింటింగ్ యంత్రాలలో, ఉత్పత్తి పారామితులను ఆప్టిమైజ్ చేయడం వల్ల ఎండబెట్టే సామర్థ్యం గణనీయంగా మెరుగుపడుతుంది. ప్రింటింగ్ వేగాన్ని నియంత్రించడం చాలా ముఖ్యం - అధిక వేగం తదుపరి ప్రింట్ స్టేషన్ ముందు సరైన ఎండబెట్టడాన్ని నిరోధిస్తుంది. ఇంక్ లక్షణాలు మరియు డ్రైయర్ సామర్థ్యం ఆధారంగా వేగాన్ని సర్దుబాటు చేయండి. సరైన అనిలాక్స్ రోలర్ ఎంపిక మరియు ఇంక్ వాల్యూమ్ ద్వారా ఇంక్ ఫిల్మ్ మందాన్ని నిర్వహించడం అధిక బిల్డప్ను నిరోధిస్తుంది. బహుళ-రంగు ప్రింటింగ్ కోసం, స్టేషన్ అంతరాన్ని పెంచడం లేదా ఇంటర్స్టేషన్ డ్రైయర్లను జోడించడం వల్ల ఎండబెట్టే సమయం పెరుగుతుంది.
● పర్యావరణం & ఉపరితల అనుకూలత – కీలకమైన బాహ్య కారకాలు
ఫ్లెక్సో ప్రింటర్ ఆపరేషన్లలో పర్యావరణ పరిస్థితులు ఎండబెట్టడాన్ని బాగా ప్రభావితం చేస్తాయి. దుకాణం-నేల ఉష్ణోగ్రతను 20–25°C వద్ద మరియు తేమను 50–60% వద్ద నిర్వహించండి. తడిగా ఉన్న సీజన్లలో డీహ్యూమిడిఫైయర్లను ఉపయోగించండి. సబ్స్ట్రేట్ ప్రీట్రీట్మెంట్ (ఉదా., PE/PET ఫిల్మ్లకు కరోనా ట్రీట్మెంట్) సిరా సంశ్లేషణను పెంచుతుంది మరియు ఎండబెట్టడం లోపాలను తగ్గిస్తుంది.
కరోనా చికిత్స

తేమ నియంత్రణ
చివరగా, దృఢమైన నిర్వహణ ప్రణాళిక దీర్ఘకాలిక స్థిరత్వాన్ని నిర్ధారిస్తుంది. డ్రైయర్ నాజిల్లు మరియు హీటింగ్ ఎలిమెంట్లను క్రమం తప్పకుండా శుభ్రం చేయండి, అనిలాక్స్ రోలర్ వేర్ను తనిఖీ చేయండి మరియు ప్రింట్ నాణ్యతను పర్యవేక్షించడానికి డ్రై-టెన్షన్ టెస్టర్లను ఉపయోగించండి - ఎండబెట్టడం సంబంధిత సమస్యలను నివారించడంలో కీలక దశలు.




పోస్ట్ సమయం: మే-29-2025